Zero Emission Tankless Oil Production & Flare Gas Capture Solutions

The company’s current product offerings include zero emissions, tankless production systems such as the Emission Control Treater™ (ECT™), the Pegasus™ field gas conditioning system, the Flarecatcher™ line of modular gas processing plants, modular NGL fractionators, tank vapor capture systems, as well as customized knockouts, separators and pressure vessels. Working with preferred providers, we can assist customers in obtaining 3rd party equipment including for H2S and inerts removal, product storage tanks, gas compressors, and natural gas generators, as well as equipment to support CNG, LNG and GTL systems. Pioneer Energy also offers custom engineered solutions tailored to meet the unique needs of both domestic and international customers.

Emission Control Treater at a Well Pad in the DJ Basin

Pegasus Field Gas Conditioning System

Flarecatcher Modular Plant on a Well Pad in North Dakota

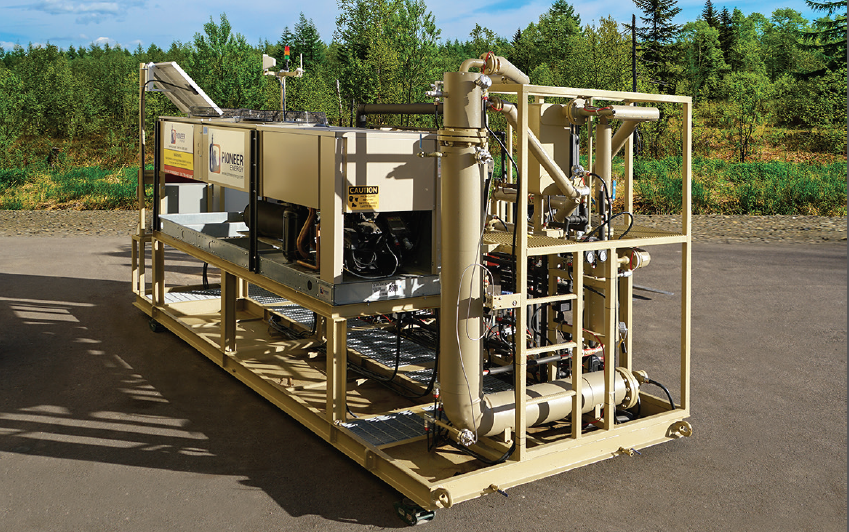
Flarecatcher 5MMscfd - Gas Prep / Water Management Skid

Flarecatcher 5MMscfd - Molecular Sieve Dehydration Skid

Flarecatcher 5MMsfd - Refrigeration & NGL Stabilization Skid

Flarecatcher 1500-25
Vaporcatcher Unit
Knockouts, separators, and other pressure vessels are also being designed and manufacturered by Pioneer Energy. These can be used for the removal of free liquids from gas streams prior to processing and the separatation of water from condensed hydrocarbon streams.
We can also design and manufacture custom pressure vessels to meet your unique requirements.
Pioneer Energy is an accredited ASME facility with certification stamp U. We are also certified to NBIC and maintain an R endorsement. Specifically: ASME “U” – Shop and Field Manufacture of Pressure Vessels in accordance with ASME Code Section VIII Division I; “R” – Shop and Field Metallic Repairs and Alterations of Pressure Retaining items in accordance with the National Board Inspection Code and Jurisdictional Requirements and Certificate of Authorization to Register.